
TEL:0510-83110889
FAX:0510-83110890
Phone:18352830258 彭经理
E-mail:1171563003@qq.com
Website:www.wxsxxyy.com
ADD:无锡市新吴区旺庄工业园三期11号厂房

六安掘进机油缸为实现准确控制和性能稳定,要求液压元件需要精密,对油品品质和清洁度要求很高。因此我们在液压系统中特别设立了机油滤芯和回油滤芯,液压滤芯能够去除系统中的杂质,以保证液压系统正常工作。如果缺乏液压滤芯的有效过滤,杂质将直接进入液压系统,加速液压元件的磨损,造成系统压力不足,动作异常,终致使车辆无法施工,提前大修,进而产生不必要的修理费和停工损失。专用液压油、滤清器外壳坚固,滤孔大小均匀。滤纸和端盖:滤纸首尾褶之间采用耐高温的专用滤纸胶凝结而成,密封完整,滤纸排列整齐均匀。生产掘进机油缸高温高压的液压油流经时,滤纸不易侧浮,确保流量及过滤效果。在材料上,中联专用滤芯采用复合玻璃纤维滤材作为过滤介质,可始终保持优越的过滤效果。

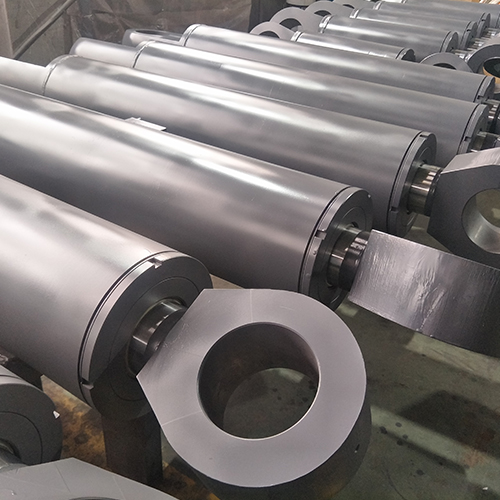
液压油缸活塞即靠压力下的流体作用,在缸径中移动并传递机械力的油缸零件。通常油缸活塞通过密封件与缸径密封配合,并且将缸径分割为两腔。生产掘进机油缸液压油缸活塞应该有足够的强度和导向长度,对需要与活塞杆焊接连接的活塞,要求其材料有良好的焊接性。根据活塞上密封沟槽结构形式决定活塞是采用整体式或组合式。活塞的密封系统要合理 可靠 寿命长。活塞与活塞杆连接须有可靠的连接结构,足够的连接强度,同时还应该便于拆装。生产掘进机油缸同一生产厂家生产的型号相同的液压油缸的活塞,须要有互换性。在液压油缸耐压试验时,要保证活塞不能产生持久变形包括压溃。在额定静态压力下不得出现规定的被试压力容腔的任何一种失效模式。

工程液压油缸是可以一次整体行程沿着构件截面有变化的空心结构件,和冲压焊接工艺相比,重型液压缸的技术与工艺有以下主要优点:1、生产掘进机油缸可以减少一些后续机械加工与组装的焊接量:以散热器支架为强度和刚度,特别是疲劳强度,例如重型液压缸的散热器支架,其刚度在垂直方向大大提高了。2、可以减少零件与模具数量,大大降低了模具费用:重型液压缸需要模具很少,但是冲压件大多需要很多套模具。3、大大降低生产成本:掘进机油缸厂家根据对已经应用重型液压缸零件的统计分析,重型液例,重型液压缸的散热面积增加了,焊点却减少了,工序减少了,生产率却大大提高了。4、大大提高了工程液压油缸的生产成本,要比冲压件降低很多。

液压动力单元是给液压机提供动力的一个系统,生产掘进机油缸它是不能够欠速的,如果欠速了会导致动力不足,从而影响正常的工作,下面我们来看一下液压动力单欠速的问题:一、六安生产掘进机油缸液压动力单元欠速排除方法。1)排除油泵输出流量不够和输出压力不高的故障;2)排除溢流阀等压力阀产生的使压力上不去的故障;3)查找出产生内泄漏与外泄漏的位弩,消除内外泄漏:更换磨损严重的零件消除内漏;4)控制油温;5)清洗诸如流量阀等零件,油液污染严重时,及时换油;6)查明液压动力单元进气原因,排除液压动力单元内的空气。

在具体工况进行顶升作业时,选择适合吨位的液压油缸很重要,生产掘进机油缸厂家不能超负荷进行作业,液压油缸承载能力需大于中午重力的1.2倍,液压油缸较低高度合适,为了便于取出选用液压油缸的较小高度应与重物底部施力处的净空相适应,使用前平整放置,不能够倾斜,底部要平端。下面小编介绍下液压油缸在使用前的注意事项:1.首先要检查液压油缸里的伸缩杆有没有完完全全的缩进油缸中,如没有,请改正。2.六安生产掘进机油缸伸缩杆正在延伸时不要停止设备,这样会缩短设备的使用寿命。3.看一下液压油缸使用工具和连接器处是否存在污垢,如有请清洁干净即可。4.然后检查液压油缸是否存在漏油现象。5.确认液压油缸连接器附带防尘帽,并将防尘帽盖在连接器上。
油缸出现初始动作缓慢时,请检查液压系统温度,因为在温度较低的情况下,液压油黏度大,流动性差,导致液压缸动作缓慢。改善方法是,更换黏温性能较好的液压油,生产掘进机油缸在低温下可借助加热器或用机器自身加热以提升启动时的油温,系统正常工作油温应保持在40℃左右。油缸磨损的修复方法:1、金属修复材料涂抹到划伤表面;一层要薄,要均匀且全部覆盖划伤面,以确保材料与金属表面更好的粘接,再将材料涂至整个修复部位后反复按压,确保材料填实并达到所需厚度,使之比导轨表面略高;2、六安掘进机油缸材料在24℃下完全达到各项性能需要24小时,为了节省时间,可以通过卤钨灯提高温度,温度每提升11℃,固化时间就会缩短一半,较佳固化温度70℃。
183 5283 0258
TEL:0510-83110889
FAX:0510-83110890
Phone:18352830258 彭经理
E-mail:1171563003@qq. com
ADD:无锡市新吴区旺庄工业园三期11号厂房

更多精彩等着您



