
TEL:0510-83110889
FAX:0510-83110890
Phone:18352830258 彭经理
E-mail:1171563003@qq.com
Website:www.wxsxxyy.com
ADD:无锡市新吴区旺庄工业园三期11号厂房
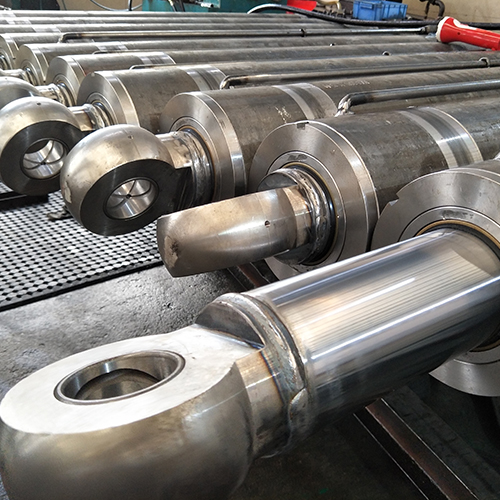
(1)生产不锈钢油缸液压油缸系统整个活塞由上部活塞杆与活塞杆底座及中间连接轴三部分构成,断裂部位正好发生在中间连接轴与管状活塞杆管壁较薄、应力集中较大的两部分结合部。(2)武汉不锈钢油缸系统从断裂处上下各切割约3cm2的中间连接轴均不能和管状活塞杆脱离,也未见丝扣,说明上部管状活塞杆和中间连接轴不是螺纹连接。(3)断裂面内侧端面(宽度约2mm)光滑平整,且有机加工(车床切削)痕迹。(4)液压油缸系统断裂面有焊接所形成的气孔,并伴有残余焊渣。(5)断裂部位外侧形成内陷面,而内侧平整,说明断裂面材质不密实。(6)液压油压力超过了油缸承受范围。(7)液压油缸在制造时有细微缺陷,导致无法承受高压或长时间在高负荷情况下使用。(8)液压油缸中的缓冲装置发生损坏。

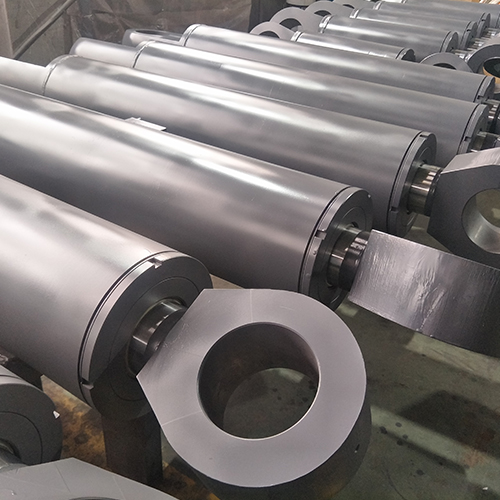
油缸的活塞杆活塞杆有实心杆和空心杆两种,生产不锈钢油缸空心活塞杆的一端需要留出焊接和热处理时用的通气孔。实心活塞杆材料为35、45钢,空心活塞杆材料为35、45无缝钢管。武汉不锈钢油缸活塞杆粗加工后调质到印度为229~285HB,必要时,再经高频淬火,硬度达45~55HRC。油缸本身滑动部件的配合不能过紧,密封磨擦力不能过大,活塞杆与导向套之间应选用H8/f8配合;检查密封圈的尺寸是否严格按标准加工;如采用的是V形密封圈,应将密封磨擦力调整到适中程度。

① 活塞杆通常都用45钢制造。有较大冲击力、重载荷传动时,用40Cr钢制造。这是为了保证活塞杆有足够的工作强度。② 活塞杆一般都设计成圆柱体,如果直径较大,可用空心活塞杆。用45号无缝钢管制造。③ 生产不锈钢油缸活塞杆制造时,毛坯应先经锻造、机械粗加工后调质处理,硬度HB=230~250。调质的目的是为了改善机械加工性能和提高材料的工作强度。④ 精加工后的活塞杆表面粗糙度Ra应不大于0.65μm。 ⑤武汉不锈钢油缸厂家 为了提高活塞杆的抗腐蚀能力,杆的工作表面可镀硬铬。⑥ 活塞杆与端盖上导向套采用H8油缸结构中主要的部件是什么,及如何拆装。
为了避免活塞在行程两端冲撞缸盖,产生噪声,影响工件精度以至损坏机件,常在液压泵站系统中液压油缸两端设置缓冲装置。其作用是利用武汉生产不锈钢油缸油液的节流原理来实现对运动部件的制动。常用的缓冲装置、有环状间隙式、节流口可调式、节流口可变式三种形式。1.环状间隙式:当缓冲柱塞进入与其相配的缸盖上内孔时,液压油通过间隙才能排出,使活塞速度降低。生产不锈钢油缸由于配合间隙不变,故缓冲作用不可调,且随活塞速度的降低,其缓冲作用逐渐减弱。

综合来看,中国工程机械正在朝着节能化、智能化、大型化方向发展,前两者不必多说,几乎对于所有的工程机械企业而言,前两者都是须遵循的发展规律。但后一个就不同了,武汉生产不锈钢油缸它不是每一家工程机械企业的目标,当然,生产不锈钢油缸大型化也不是谁都能“玩得转”的,从某种意义上讲,大型往往也意味着更为强大的实力,意味着技术的提高和适应条件的提升。纵观工程机械百余年发展历程,50多年前,其大小和小型农用机械差不多,慢慢地发展到大小与中小型汽车相宜,之后出现大于一般汽车的设备,然后又出现了履带式起重机这种几层楼高的巨无霸。

缸体是液压油缸的本体,广义的液压油缸缸体是指能够形成液压油缸这种特殊密闭压力容器的所有承压零部件,包括组成液压油缸的所有零部件。生产不锈钢油缸油缸缸体是一端封闭,也可以是两端都不封闭。其中两端都不封闭的管状缸体被称为缸筒。油缸缸体是液压油缸的主要零件之一,其须使用规定的材料加工并且达到特定的技术要求。液压油缸的缸体或者缸筒应该要有足够的强度,刚度,塑性和冲击韧度性。对于需要后期焊接油缸缸底的缸体要求材料应该具有良好的焊接性,焊缝强度不要低于母材的强度指标,焊缝质量达到规定的II级。武汉不锈钢油缸液压油缸油口凸起部与缸体应该同步焊接。对缸体内孔有耐磨损或者防腐蚀等要求的液压油缸,可以在缸孔内套装合适材料的内衬结构。统一生产厂生产的型号相同的液压油缸的缸筒要具有互换性。
183 5283 0258
TEL:0510-83110889
FAX:0510-83110890
Phone:18352830258 彭经理
E-mail:1171563003@qq. com
ADD:无锡市新吴区旺庄工业园三期11号厂房

更多精彩等着您



